Индивидуальные решения неразрушающего контроля
для предприятий и экспертов
О компании
Оборудование
Решения
Азбука методов
Новости
Контакты
+7 (495) 134 44 73
Закажите звонок
[email protected]
Индивидуальные решения неразрушающего контроля
для предприятий и экспертов
О компании
Оборудование
Решения
Азбука методов
Новости
Контакты
+7 (495) 134 44 73
Закажите звонок
[email protected]
Дефектоскопы
Видеоскопы
Акустические камеры
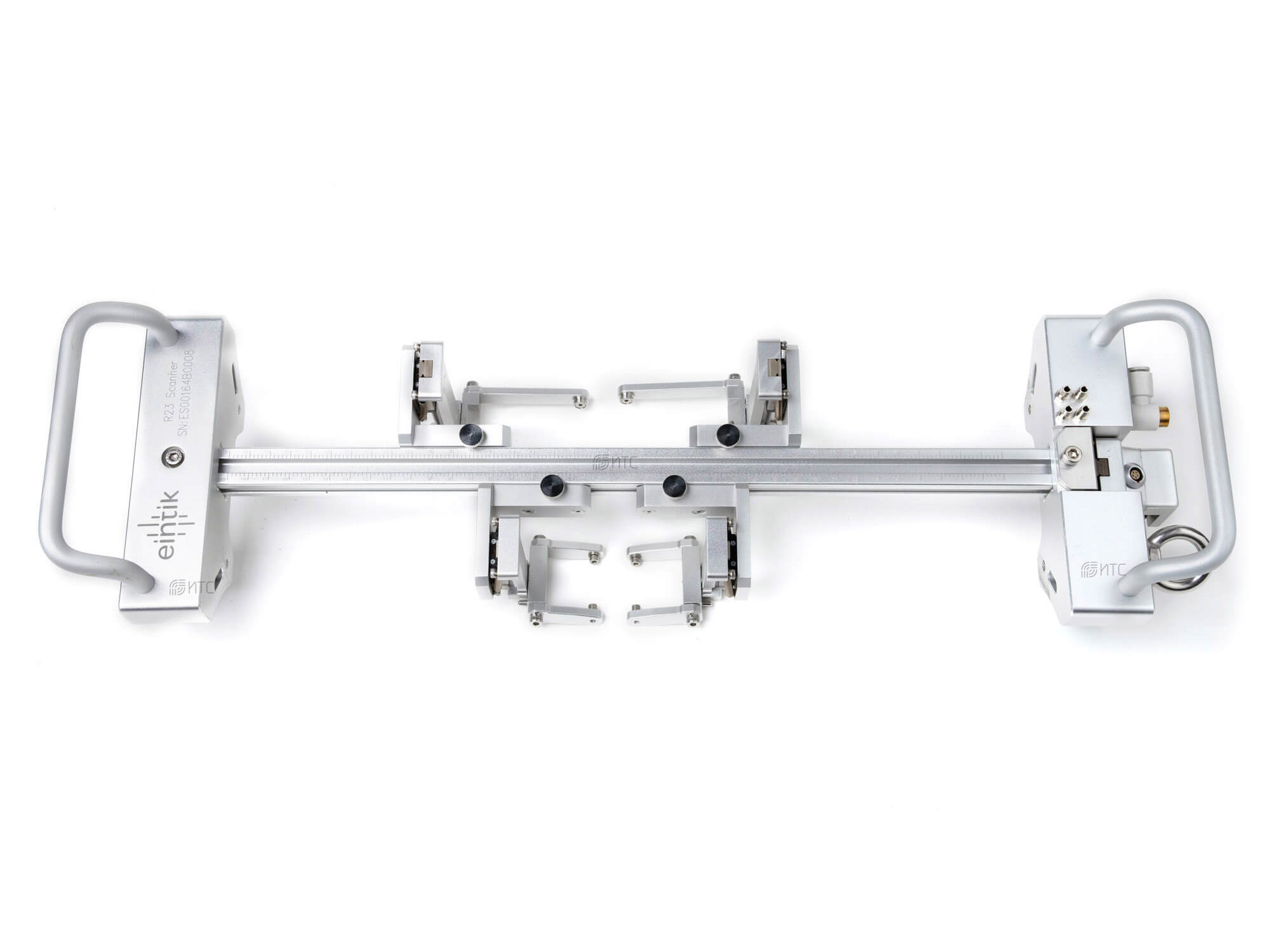
Cканеры
Преобразователи
Толщиномеры
Программные продукты
Главная
Оборудование
Оборудование
Дефектоскопы
Видеоскопы
Акустические камеры
Cканеры
Преобразователи
Толщиномеры
Программные продукты
У вас нестандартная задача? Требуется помощь эксперта?
Подберем решение после изучения технических условий
Получить консультацию инженера
или напишите нам:
Наш e-mail:
[email protected]